![]()
Zinc Plating
Many of the parts removed from the Triumph were originally zinc plated, or galvanized. After a half-century of use, they were in poor condition and required replating. Sending them out for replating wasn't practical, so I set up my own zinc plating system. This section describes my experiments in creating that system.
Probably the easiest way to do zinc plating is to buy a kit from Caswell or a similar supplier. Being interested in chemistry, I wanted to try creating the process myself, with a little help from the internet, some books, and other literature. I tried two processes: an acid sulfate process and a chloride process. They each have advantages and disadvantages, but both are adequate for providing corrosion protection. While the chloride process gave somewhat better brightness, without a brightener, I was never able to obtain the kind of bright, shiny appearance I had hoped for. I settled, instead, for the sulfate process with a dextrose brightener.
Click on any picture to see a larger version in a new window.
Contents
- Fundamentals
- Equipment
- Procedures
- Acid Sulfate Process
- Results of the Acid Sulfate Process
- Sulfate Process with a Dextrose Brightener
- Notes on the Sulfate Process
- Chloride Process
- A Note on Brightness
- Disclaimer
Fundamentals
Zinc plating, or galvanizing, creates a sacrificial coating on steel, which prevents the underlying steel from rusting. It is far from perfect, as galvanized parts exposed to a corrosive environment eventually rust, but not nearly as quickly as would exposed steel. Plated zinc is naturally a gray color, but it is possible to deposit it in a way that creates a small grain size, so it appears shiny or bright, the term used by platers. Most ordinary unpainted steel hardware in automotive use is galvanized.
In plating, an anode, made of the metal that is to be plated, and the part to be plated (the cathode) are immersed in an electrolytic solution. The solution contains a dissolved salt of the plating metal and usually some other ions. Depending on the process, the bath may be acidic, alkaline, or neutral. When a current passes between the anode and the part, the anode is oxidized, producing ions in the solution. They, along with the metal ions from the salt, migrate toward the part and are reduced at the part's surface by electrons from the cathode, leaving a metal coating.
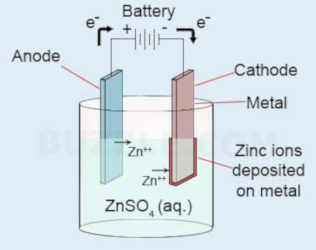
Because zinc is a +2 ion, two electrons ideally are required to convert one zinc ion to metallic zinc and to deposit it onto the plated part. From this, and the density of zinc, one can calculate the thickness of the zinc layer produced by a given current density and time. In reality, however, this high-school, chemistry-class description of electroplating is naive; the process is quite a bit more complex. Often, the plated metal is not simply deposited, but other reactions occur at the surface of the plated part, and those use a fraction of the current. Also, some of the current decomposes water into hydrogen and oxygen at the cathode and anode, respectively, and does not produce plating. The ratio of the ideal and actual number of electrons needed to plate metal is called the cathode efficiency. Depending on the process, it can be fairly constant with current density or vary significantly. It is always below 100%.
The pH of the bath affects the deposition, as does temperature, and organic brighteners may also be used. All this has a strong effect on the quality and efficiency of the plating.
Older zinc plating processes use a bath containing sodium cyanide. Because of the toxicity of cyanides, more modern techniques use other substances that have much lower toxicity. The toxicities of most, but not all, of the substances used in the plating baths I describe here are very low; many are not much worse than table salt. One notable exception is sulfuric acid in the sulfate process; it is, as is well known, very toxic and corrosive. The hydrochloric acid used for pickling and zinc-stripping is also corrosive and must be treated with caution. Brighteners, too, can be toxic, and it is possible for the chlorides in the second process to be reduced to form chlorine, a toxic gas. The acetone I use as a cleaner is flammable. And so on. Thus, in spite of the low toxicity of most of the components, the chemicals used in the process still should be treated with respect. (Please see the disclaimer, below.)
Three zinc plating processes in common use are sulfate, chloride, and ammonia. There are acid and alkaline variants of some of these. I tried only the acid sulfate and the chloride processes; the ammonia processes have a reputation for corrosivity, and for that reason ammonia processes are being supplanted by partial ammonia and ammonia-free chloride processes. Neither of the processes I use produce a bright finish on their own. Commercial plating processes include organic brighteners, which produce the high sheen you see on bolts from the hardware store. Unlike most types of plating, the brightness of zinc deposits is largely independent of the surface smoothness of the unplated part, but of course rust pits or other irregularities won't be filled by the usual 0.3-mil plating thickness. You just get bright rust pits, if you can imagine that.
Equipment
Besides obvious items such as a scale, container for the plating bath, and various sizes of graduated beakers, plating requires a power supply. As the process depends on current, the current must be controlled carefully; the voltage is not important, except as it is necessary to produce current. The conductivity of the plating bath is necessarily kept high, so voltage is low. If the conductivity were low, the voltage would be high, and thus the dissipated power (current times voltage) would represent wasted power and might be high enough to heat the bath. Since temperature control is important for good-quality plating, that would be unacceptable. Many ordinary power supplies can be operated as controlled-current sources. I got mine, a nice, 6-amp laboratory power supply, on eBay. I think it cost about $100, new.
Zinc plating requires a zinc anode. Plating shops use expensive, high-purity metal anodes. For reasons of cost and availability, I use a zinc anode intended for protecting metal boats from corrosion. Such anodes are readily available, relatively pure, and cheap. More importantly, the nature of their use guarantees low lead content; lead contamination of the bath can reduce plating quality. Such anodes may contain a few tenths of a percent cadmium or aluminum, added intentionally to enhance their anticorrosion performance. The amount of the intentional and any unintentional impurities is usually well below 1%. I use only one anode, then turn the part around halfway through the plating period. Multiple anodes are sometimes used to produce a more uniform coating without turning.
A couple phenomena can prevent uniform plating. Gas bubbles, mostly hydrogen from electrolysis of the water, adhere to the part being plated, preventing current from getting to the surface. (That said, I've seen less bubbling in zinc plating than with other metals.) Additionally, the zinc ion concentration near the surface of the part tends to become depleted, because new ions cannot migrate to the part as quickly as the zinc ions near the surface plate out on the part. To prevent this, I use an aquarium pump to keep the solution well mixed. It pushes the bubbles away from the part before they can adhere, and the mixing keeps the solution concentration constant throughout.
Both of my zinc plating processes work well at room temperature. To heat the bath when it is too cool, I use an aquarium heater. It's cheap and effective.
I hang parts from a brass rod balanced on the top of the plating bath. Mostly, I use #12 copper wire, with an alligator clip at the end, to hold the part. The clip is not soldered, as that could contaminate the solution with lead. The end connected to the rod is bent into a tight U shape, so it clips onto the brass rod, making a firm connection.
The best way to rinse parts is to have continuously running water. Since I don't, I have to use a bucket of water and change it frequently. I add a little washing soda to neutralize acids.
The pictures below show my setup. Since the pics were taken, I bought a new power supply, and the detergent solution, in the paint can in the picture, is now in an old slow cooker ($5 at the local thrift store).


Procedures
The procedure I use is as follows. It is the same for all processes:
- If the part to be plated is greasy, it is cleaned in a strong solvent. I like to use acetone, as it evaporates quickly and completely.
- Dirt and rust are removed by a rotary wire brush or a vibrator tumbler filled with an appropriate abrasive.
- Existing zinc is removed by immersion in a solution of 25% (by volume) hydrochloric acid (HCl). (Hydrochloric acid is also called muriatic acid; I buy mine at the local Home Depot store.) The part is left in the solution until it stops fizzing.
- The part is then rinsed and placed in a hot, detergent-based degreaser for 15 minutes or so. I use a degreaser that came with my nickel-plating kit from Caswell and keep it around 180F (82C). Any good, strong detergent that contains no soap (i.e., not dishwashing detergent) could also be used. To keep the part clean and degreased, I don't touch the part again with my fingers until the plating is finished.
- The part again is rinsed, given another half-minute pickle in the HCl, rinsed, and placed in the plating vat.
- The part is plated for 8 minutes at 140 mA per square inch. A lower current requires a proportionately longer time.
- The part is then turned 180 degrees and plated for an additional 8 minutes. This gives a 0.3-mil plating thickness.
- Finally, the part is removed, rinsed and dried, then buffed with a soft brass wire brush to increase brightness.
- For a thicker, more uniform coating, the process is repeated from step 4, leaving out the pickle in step 5.
Acid Sulfate Process
My sulfate process was based on a well known internet posting, Zinc Plating at Home with Common Materials by Tom Gugliotta, modified to provide purer chemicals and better pH control. The recipe is as follows:
5.7 L (1.5 gal) distilled water
380 g epsom salts (magnesium sulfate, typically as MgSO4*7H20)
127 g. zinc sulfate monohydrate (ZnSO4*H2O)
3.1 mL battery acid
The amount of battery acid was calculated by assuming that its mole fraction of sulfuric acid was 0.3. 3.1 mL (measured with a pipette) gives a pH of 5.0, which I checked with pH paper. This assumes that the solution, without the acid, is neutral; as I've found, that's not always the case. I now check the pH before adding the acid, then calculate and add the correct amount.
The cathode efficiency of this process is fairly flat, above 90% at practical current densities. The initial current density I used was 140 mA per square inch (approximately 2.2 amps per square decimeter), but I reduced it to ~100-120 mA as needed to prevent burning on edges and outside corners. The relatively flat cathode efficiency gives the process poor "throwing power"; i.e., the ability to plate areas of the part, such as inside corners, where the current density is low. The chloride process is approximately the same.
The color of the plated part is a very dull, dusty gray; it looks like it was hot-dip galvanized. The original article recommended the addition of Karo syrup as a brightener. Karo syrup contains dextrose, an isomer of glucose, which is the brightening agent. Karo syrup also contains flavorings, and perhaps other substances, which might have some effect on the plating, however. Alternatively, unadulterated dextrose is available on-line, and it's cheap. I delayed using a brightener, as I wanted to see how good the coating would be without one. I found that buffing with a brass wire brush resulted in acceptable brightness for most purposes. Restriking and buffing a second time, after the original buffing, helps to improve the brightness and uniformity as well.
In this process, the acid gets used up slowly (mostly by conversion of the H+ ions to H2) so the pH should be checked periodically. A pH around 5.0 is ideal. If the pH is below about 4, zinc will not be deposited on the part.
Results of the Acid Sulfate Process
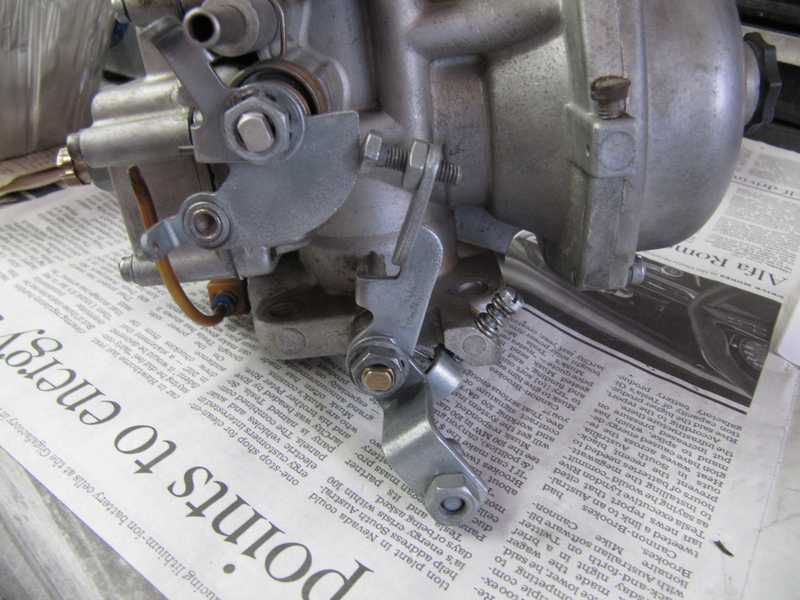
Below are some pictures of parts plated with the sulfate process. The first shows the throttle and choke levers on the Zenith-Stromberg carburetor from my '66 TR4A; the second shows some of the parts cleaned and derusted.


In the first picture below, the parts are being plated. The zinc anode is in the upper right; the gray item in the lower part of the picture is the aquarium pump used to circulate the solution. The bath is normally clear; that yellow precipitate is probably elemental sulfur, reduced from the abundant sulfates in the bath. (I'm not certain, but I can't imagine what else it might be.) It causes no problems and, in any case, I filter it out periodically. The second picture shows the finished parts on the carb.

Below is another example. It is part of a constant-velocity joint for a Porsche 912. The first picture shows the parts as I received them. They had a lot of solidified grease as well as damaged zinc chromate plating. The cleaned but unplated part, along with a few screws I plated at the same time, is shown in the next picture.


Below we see the part in the plating vat and removed after plating. Because of its many sharp edges, this part required a fairly low current density and long plating time. It is not at all bright, but that doesn't matter, as this part is visible only from the underside of the car.


Sulfate Process with a Dextrose Brightener
Instead of buying dextrose, I just added a quarter bottle of Karo syrup to the bath. This gave the plated part a heavy, light gray color. Brushing it with a soft brass brush brought out a good luster, though, which should be quite acceptable for most purposes. Not much brushing is needed, and the use of a soft brush prevents taking the plating off sharp edges, such as the heads of hex-cap screws. A single strike gives a nice surface, but two or even three strikes, with buffing after each strike, improves the luster. Overplating--trying to create a thick plated layer in one strike--results in a rough surface having poor brightness. A too-high current density can also decrease the brightness.
In the first picture below is my first plated test part as it came out of the bath. The second shows the part after two strikes plus a few minutes with the wire brush after each strike. I think this is shiny enough for most purposes.


I later tried using corn sugar as a dextrose brightener. I found that 350 grams of sugar in my 5.7 L tank gave good brightness.
Below is a restored oil-filler cap for a TR4A after two strikes with the corn-sugar brightener. I had to drill out the central rivet to disassemble it for plating; it's now held together by a screw, which is staked on the opposite side to make sure it won't loosen and fall into the engine.

Notes on the Sulfate Process
Control of the solution's pH is very important. It should be around 5. At a pH less than 4.0, zinc may not be deposited at all; around 4.0, it forms a crumbly coating that grows in small nodules instead of a smooth plated surface.
If the pH is too low, it is difficult to increase it. Added hydroxides mostly react with the magnesium ions to form magnesium hydroxide, Mg(OH)2, (AKA milk of magnesia) which is not soluble in water. Because the magnesium creates this buffering property, it's necessary to add quite a lot of hydroxide to change the pH. The result is a paste of Mg(OH)2, which seems not to affect the plating much but clogs the pump.
The dextrose brightener is, unsurprisingly, a nutrient for molds and bacteria. For that reason, it is a good idea to discard the plating solution after a few days.
Chloride Process
The chloride process is based on information from several technical papers. Its recipe follows:
5.7 L (1.5 gal) distilled water
360 g zinc chloride (ZnCl2)
1000 g potassium chloride (KCl)
175 g boric acid (B(OH)3)
This solution was only mildly acidic, with a pH around 6. The boric acid acts as a buffer, so the pH should not change much as the solution is used. The cathode efficiency of chloride zinc is relatively flat with current density and is quite high, around 90%. I used a current density of approximately 120 mA per square inch. It is important to plate the part no more than 15 minutes, or crumbly zinc metal will build up on the part at high-current-density points. If a thicker plating is desired, it is better to remove the part after 15 minutes, buff it as described below, and restrike. It is easy to create an impressively bad result with this process if current or plating time are too great.
This process produces greater initial brightness than the sulfate process, but it is not by any means bright. Buffing with a brass brush or very fine steel or brass wool improves the brightness. Perhaps paradoxically, since I didn't have a brightener for this process, I was never able to obtain brightness as good as the sulfate process with dextrose. For that reason, I abandoned it.
A Note on Brightness
Brightness, or shininess, is not necessary for corrosion resistance. It is desirable for two reasons: (1) it looks nice, and (2) it is necessary for obtaining the kind of iridescent chromate conversion coating we all know and love. It is possible to chromate a dull, unbrightened surface, but it results in a muddy olive color, which looks pretty bad. That's not what I want.
The brightness of a zinc-plated surface depends on the size of the grains of metal formed on the surface of the part. Larger grains give a microscopically rough surface and thus a dull finish; small grains give a smooth surface and a bright finish. Plating processes use brighteners, chemicals or chemical mixtures that affect the size of the zinc grains. The price for the use of a brightener is often reduced ductility and, sometimes, reduced corrosion resistance.
Brighteners are always used in commercial zinc-plating processes; it is impossible to obtain a shiny plated layer without one. Most brighteners are proprietary products, developed by companies that produce plating processes and sell them to commercial platers. Thus, beyond simple brighteners, it is difficult to describe them fully.
We already described the use of dextrose as a brightener in the sulfate process. Others are dextrin, which is a polymer of dextrose, and thiourea. The thiourea acts as a leveling agent, providing a smooth surface, and the dextrin minimizes the grain size. Their use in combination results in a bright, shiny, plated surface. The quality of that surface may depend, however, on a number of variables, including concentration of the brighteners, current density, temperature, and plating time. Some experimentation is probably necessary to obtain optimum results.
Disclaimer
I don't like saying this, but I suppose it's necessary, now that the lawyers have taken over American society. If you choose to do this, or something similar, but don't know enough about electricity or chemistry to be comfortable with it, get some help. In any case, I'm not forcing anyone to undertake this, so if you choose to attempt it, you take full responsibility for any and all consequences. I make no guarantees that the above material is correct or complete, and it may entail hazards I haven't mentioned or described. This is just a report on my experience with zinc plating. It is not intended to be a set of instructions for duplicating my work or a recommendation to do it. You're on your own.